鋁合金鑄件內部質量檢驗,標準實用解讀
近年來,鋁合金鑄件的鑄造技術得到了很大的發(fā)展,鋁鑄件的產量逐年提高,現(xiàn)已在兵器、航空、航天、紡織等領域得到越來越廣泛的應用,鑄件質量要求也越來越嚴格。在鑄件質量的所有特性中,內部質量是決定鑄件整體質量的關鍵因素。同時,鑄件內部質量的水平,也反映了鑄造技術工藝水平的優(yōu)劣。因此,鑄件內部質量缺陷的控制是鑄造技術人員始終要解決并提高的目標。
1.內部質量的概念
鋁合金鑄件內部質量通俗地講是指鑄件內部缺陷滿足相關標準要求的程度。這些缺陷一般包括裂紋、針孔、氣孔、縮孔、疏松、偏析及夾雜物,由于這些缺陷的存在,往往會導致鑄件的物理性能、力學性能及金相組織發(fā)生改變,給鑄件的使用帶來嚴重的隱患。因此內部質量是鑄件生產和檢驗首要的控制因素。
2. 內部質量缺陷的特點
(1)內部質量缺陷往往隱藏在鑄件的內部,用普通目視的方法無法檢驗,往往需要用特殊的方法和設備儀器才能完成。
(2)內部質量缺陷的判斷,檢測人員需進行**的知識培訓,并具有一定的實際工作經驗。
3. 目前我國執(zhí)行的標準
目前,我國鑄合金鑄件的檢驗有兩個標準,一個是GB/T9438—1999(鋁
合金鑄件)國家標準,一個是HB963—2005(鋁合金鑄件)航空標準。兩個標準對內部缺陷的要求有相同的地方,也有不同之處,主要是由于行業(yè)不同,使用要求有差異,但基本的要求和檢驗方法是相同的,下面分別敘述。
4.鑄件分類
兩個標準根據(jù)鑄件在使用過程中的重要程度,將鑄件分為三類。
Ⅰ類鑄件:承受重載荷,工作條件復雜,用于關鍵部位、鑄件損壞將危
及整機的安全運行。
Ⅱ類鑄件:承受中等載荷,用于重要部位,鑄件損壞將影響部件的正常
工作并造成事故。
Ⅲ類鑄件:承受輕載荷,用于一般部位的鑄件。
5. GB/T9438—1999規(guī)定要求
(1)鑄件檢驗類型 該標準規(guī)定,對于Ⅰ類鑄件必須進行內部質量的檢驗;對于Ⅱ類、Ⅲ類鑄件只有當用戶要求檢驗時,才進行內部質量的檢驗。
(2)該標準內部質量檢驗引用的幾個標準 ①GB/T11346—1989鋁合金鑄件Χ射線照相檢驗針孔(圓形)分級。該標準規(guī)定了鋁合金鑄件內部圓形針孔的分級,按透照厚度分為A、B兩個組別,其中A組分級適用于透照厚度<13mm的鑄件,B組分級適用于透照厚度為13~50mm的鑄件,每個組別各有8級參照底片。②HB6578—1992鋁、鎂合金鑄件檢驗用標準參考射線底片。該標準對內部質量缺陷的分類較為詳細,主要有氣孔、針孔、縮孔、疏松、夾雜和偏析6大類,每一類別各分有8個等級級別的參照底片。③JB/T7946.3—1999鑄造鋁合金針孔。該標準規(guī)定了鑄造鋁合金低倍針孔度的分級原則和評定方法,該標準將針孔度分為5個級別。
(3)檢驗手段 X射線無損檢測;低倍試驗檢驗。
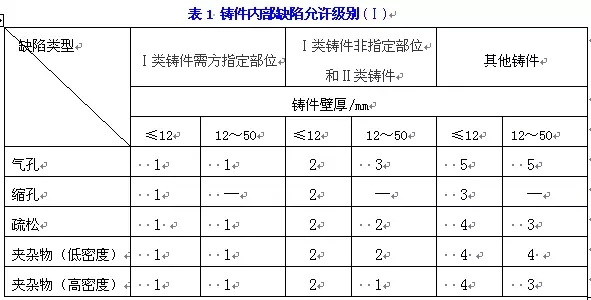
(4)檢測具體要求 ①鑄件內部質量的檢驗**按鑄件圖樣的技術要求來進行檢驗。②鑄件內部不允許有裂紋缺陷。③如沒有明確的規(guī)定,對于針孔缺陷,I類鑄件、液壓件、氣壓件應按GB/T11346—1989標準中的2級驗收,允許局部有4級針孔,但一般不得超過受檢面積的25%。當氣密性試驗滿足設計要求時,允許按3級驗收。Ⅱ類鑄件按3級針孔驗收。④各類鑄件內部氣孔、縮孔、疏松、夾雜物缺陷按表1中所規(guī)定的執(zhí)行。
6. HB963-2005規(guī)定要求
該標準內部質量檢驗引用的幾個標準:
(1)GB/T11346—1989鋁合金鑄件Χ射線照相檢驗針孔(圓形)分級,該標準解釋同上。
(2)JB/T7946.3—1999鑄造鋁合金針孔,該標準解釋同上。
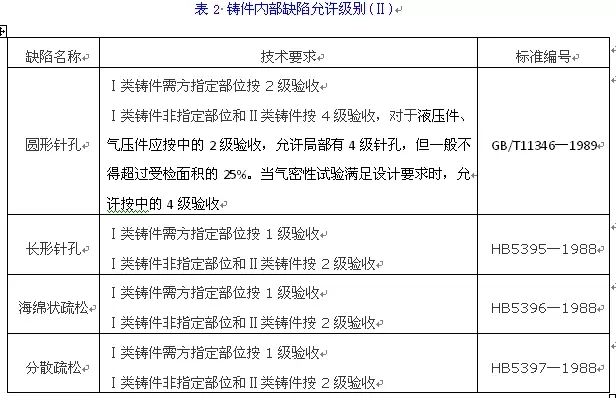
(3)HB5395—1988 鋁合金X射線照相檢驗長形針孔分級標準。該標準按鑄件厚度分為3組,***組適用于小于13mm的鑄件,第二組適用于大于13~25mm的鑄件,第三組適用于大于25~50mm的鑄件,每一組有1、2、3、4、5共5個等級。
(4)HB5396—1988鋁合金X射線照相檢驗海綿狀疏松分級標準;HB5397—1988鋁合金X射線照相檢驗分散疏松分級標準。這兩個標準均按鑄件厚度分為2組,***組適用于小于13mm的鑄件,第二組適用于大于13~50mm的鑄件,每一組有1、2、3、4、5共5個個等級。
各類鑄件內部氣孔、縮孔、疏松、夾雜物缺陷按表2中所規(guī)定的執(zhí)行。
7.JB/T7946.3-1999(鑄造鋁合金針孔)規(guī)定要求
(1)鑄件內部針孔 當用低倍試驗方法檢驗時,對于Ⅰ類鑄件或液壓、氣壓件應按該標準的2級驗收,允許局部有3級針孔,但一般不得超過受檢面積的250u。當氣密性試驗滿足設計要求時,允許按3級驗收。Ⅱ類鑄件按3級針孔驗收。
(2)低倍試樣的制備方法 ①金屬試樣按圖紙要求取樣,一般取鑄件厚大的部位。②試樣加工后表面粗糙度Ra≤1.6μm。③先用汽油、酒精或丙酮清洗試樣,然后用10%~15%的氫氧化鈉水溶液浸蝕試樣,浸蝕濕度(25±5)℃,浸蝕時間7~10min。④試樣浸蝕后,用水清洗,然后用20%~25%的硝酸水去除試樣表面的腐蝕膜,再用水清洗并干燥。⑤對照標準級別對試樣進行判定。
筆者在實踐檢驗中制作的針孔實體試樣如圖1~圖5所示,供參考。
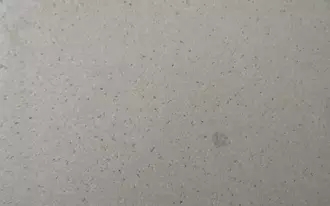
圖1 1級針孔試樣

圖2 2級針孔試樣

圖3 3級針孔試樣

圖4 4級針孔試樣
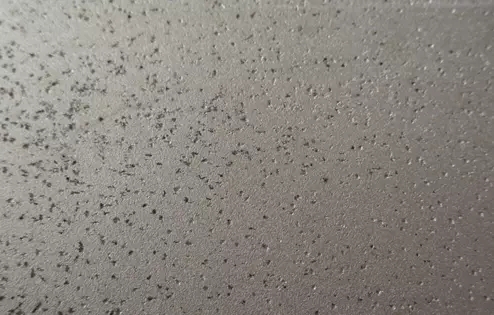
圖5 5級針孔試樣
8. 內部質量檢查的其他要求
(1)以上檢驗內容及方法不適用于壓鑄件。
(2)內部質量用低倍方法檢驗時,由于缺陷所在的位置很難準確判定,所制備試樣的取樣部位不一定是鑄件缺陷***嚴重的部位。因此,低倍方法檢驗的可信度較差,一般進行內部質量檢驗時,***X射線無損檢驗,低倍方法檢驗作為補充。
(3)射線底片的制備需按照JB/T9217—1999射線照相探傷方法的要求進行,其底片的黑度在1.5~2.0。
(4)從事射線底片評定的人員,必須持有國家有關主管部門頒發(fā)的并與其工作相適應的2級或2級以上資格證書。
(5)當鑄件X射線照相底片上所顯示的針孔(圓形)缺陷處于相鄰兩級之間時,按嚴重級別評定。
9.工作心得
(1)檢驗人員必須多學習鑄造工藝知識,充分了解掌握各種缺陷的成因和實物形態(tài),提高自身的判斷能力,才能對各種缺陷做出正確的判斷。
(2)以上檢驗的標準只是一個指導性的文件,在實際的應用過程中要靈活掌握運用。每個零件各部位的功能和受力情況是不一樣的,對缺陷的容忍能力也是不同的。檢驗人員要熟悉每個零件在使用過程中的實際運用情況,以便能更好地運用標準。
(3)質量高的零件雖然性能好,但鑄造工藝難度較大,成本也高,成品率較低,會造成成本浪費。因此在工作中要樹立質量和成本的對立統(tǒng)一的意識。基本性能必須保證,鑄造成本也得考慮。
 聯(lián)系我們
聯(lián)系我們
 地址:延津縣產業(yè)集聚區(qū)北區(qū)307線
地址:延津縣產業(yè)集聚區(qū)北區(qū)307線 聯(lián)系人:李經理
聯(lián)系人:李經理
 手機:18737355608
手機:18737355608 電話:0373-7750000
電話:0373-7750000 郵箱:tianliluye@163.com
郵箱:tianliluye@163.com
掃一掃 加微信
返回頂部




 產品快速導航
產品快速導航

 掃一掃 關注天利
掃一掃 關注天利